全国咨询热线:18915750709
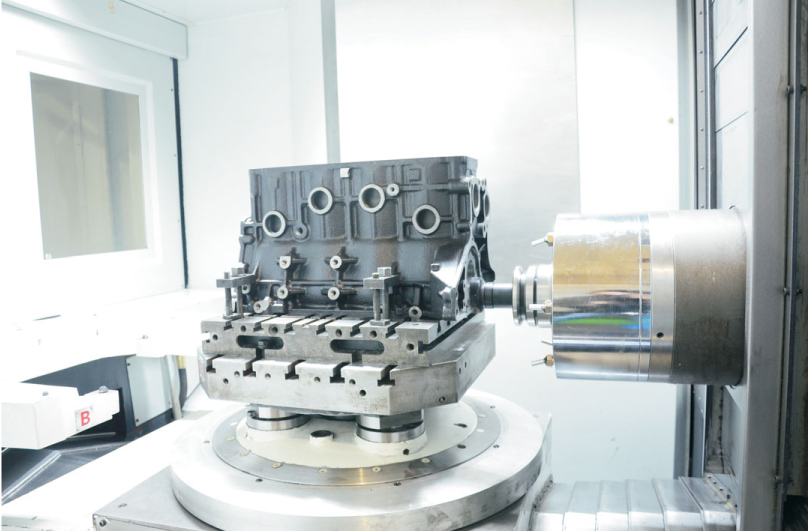
卧式对外加工 | 卧式加工中心加工顺序有原则
卧式加工中心对于精铣,最好选用磨制刀片。这种刀片具有较好的尺寸精度,所以刀刃在铣削中的定位精度较高,可得到较好的加工精度及表面粗糙度。另外,精加工所用的磨制铣刀片发展趋势是磨出卷屑槽,形成大的正前角切削刃,允许刀片在小进给、小切深上切削。而没有尖锐前角的硬质合金刀片,当采用小进给、小切深加工时,刀尖会摩擦工件,刀具寿命短。
通常而言,加工顺序的安排应根据零件的结构和毛坯状况,以及定位夹紧的需要来考虑,重点是工件的刚性不被破坏。
50卧式加工中心顺序一般应按下列原则进行:
1.上道工序的cnc加工不能影响下道工序的定位与夹紧,中间穿插有通用加工工序的也要综合考虑。
2.先进行内形内腔加工序,再进行外形加工工序。
3.以相同定位、夹紧方式或同一把刀cnc加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。
4.在同一次安装中进行的多道工序,应先安排对工件刚性破坏小的工序。
工件装夹方式的确定应注意那几方面?
在确定定位基准与夹紧方案时应注意下列三点:
1.力求设计、工艺、与编程计算的基准统一。
2.尽量减少装夹次数,尽可能做到在一次定位后就能cnc加工出全部待加工表面。
3.避免采用占机人工调整方案。
4.夹具要开畅,其定位、夹紧机构不能影响cnc加工中的走刀(如产生碰撞),碰到此类情况时,可采用用虎钳或加底板抽螺丝的方式装夹。
一、明确责任,专人负责
操作人员或者有专人负责设备的使用维护、维修、基本保养。车间管理人员负责对整个车间各操作员及设备维护等方面的监督。
二、营造设备的是合适环境
为提数控加工中心的使用寿命,一般要求要避免阳光的直接照射和其他热辐射,要避免太潮湿、粉尘过多或有腐蚀气体的场所。场地的总体原则是精密数控设备要远离振动大的设备,如不靠近冲床、锻压机。
三、供电系统稳定
电源稳定是任何高精度设备必须的条件。为了避免电源波动幅度大(大于±10%)和可能的瞬间干扰信号等影响,加工中心所在的车间一般采用专线供电或增设稳压装置等,这样可减少供电质量的影响。
服务热线





管理员
该内容暂无评论